Placa e extrem de inghesuita , poate daca o mai aerisesti putin o sa amia scapi de strapuri. Unde te grabesti  ? Arde pasiunea ? Rezistentele ce capsula au ? E cel putin de 0.25w sau vrei sa le lipesti in picioare ?
? Arde pasiunea ? Rezistentele ce capsula au ? E cel putin de 0.25w sau vrei sa le lipesti in picioare ?
? Arde pasiunea ? Rezistentele ce capsula au ? E cel putin de 0.25w sau vrei sa le lipesti in picioare ?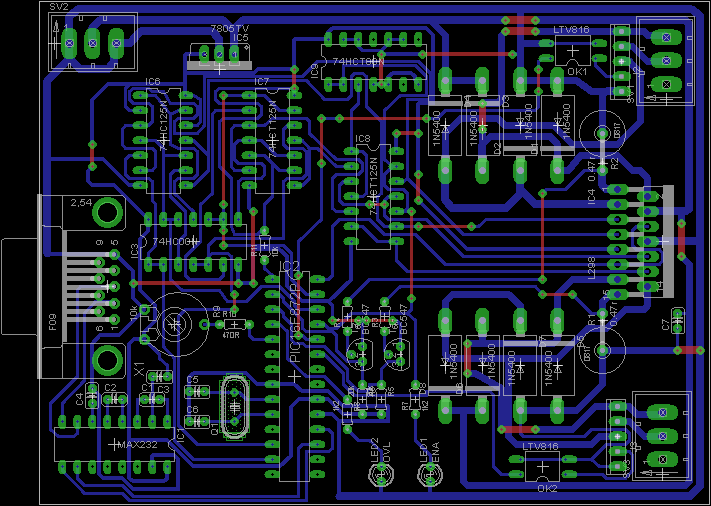
") Multumesc inca o data.
Multumesc inca o data.